
雙混流轉輪裝配、焊接工藝研究
來源:杭州力源發電設備有限公司 發布時間:2015-12-30
結構件事業部 盛海濤、魏艷瑞
摘 要:本文介紹了雙混流轉輪裝配、焊接工藝研究。通過大量的分析與驗證,確定了影響雙混流轉輪焊接變形因素,找到了解決焊接質量保證的方法,確定了該零件的焊接工藝、焊接參數以及熱處理規范。通過實際應用,變形控制與焊接質量達到預期效果。
關鍵詞:雙混流轉輪,裝配、焊接工藝。
1、 引言
充分利用水力資源一直是水力機械研究者追求的目標,一種被稱為雙混流水輪機的新型水力機械已經開始產業化。雙混流水輪機的核心部件被稱為雙混流轉輪,該部件結構極其復雜,尺寸精度高、焊縫要求高,焊接難度大。在制造過程中,控制焊接變形與確保焊接質量尤為關鍵。能否高質量地制造出雙混流轉輪,成為雙混流水輪機能否量產的關鍵。
本文從雙混流轉輪結構入手,分析變形的影響因素以及保證質量的因素,并對這些影響因素進行了驗證試驗,找到了影響雙混流轉輪焊接變形因素和解決焊接質量保證的方法。采用合理分裝、順序焊接、篩選焊材以及優化焊接參數等工藝,確保了雙混流轉輪的制造質量。
2、 雙混流轉輪結構特點與制造要求
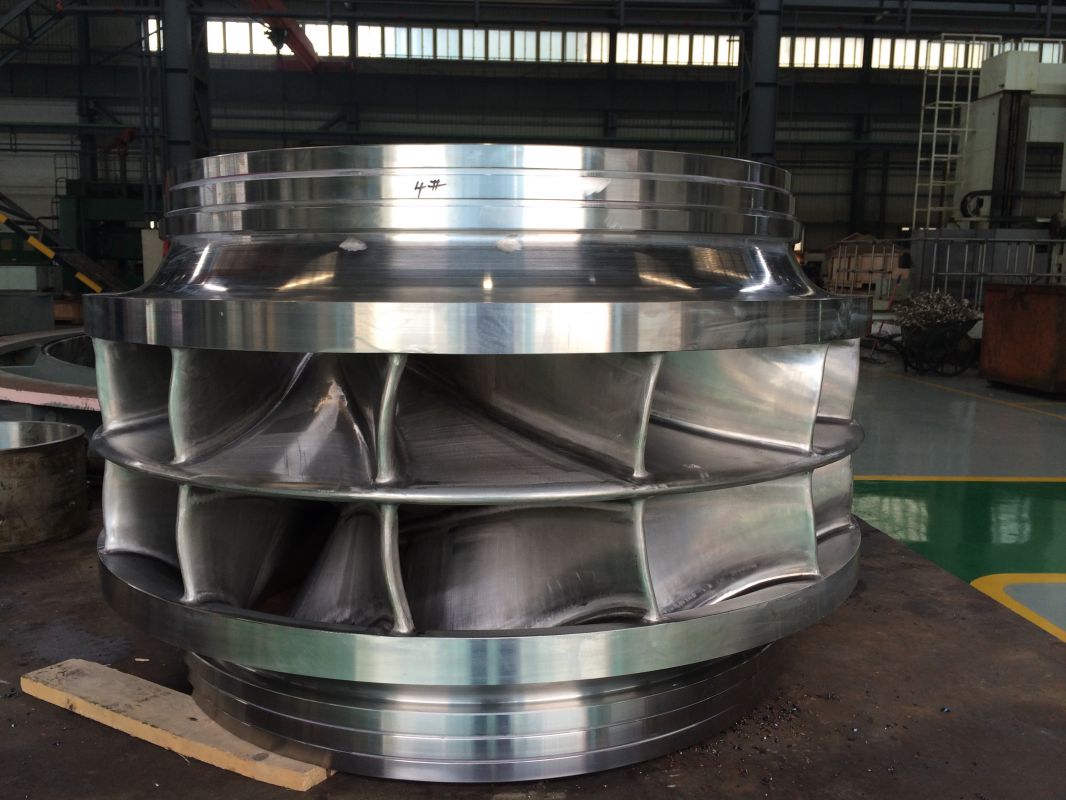
雙混流轉輪結構以瑪烏茲轉輪為例,最大直徑760mm。但結構復雜,是由1個上冠,2個下環,中間有26片葉片組焊而成的,(如圖1,圖2,圖3)重為2232Kg,葉片坡口由加工而成。這種雙混流轉輪的直徑小、空間小,結構反而如此復雜,從而使制造難度變大,制造周期變長。
圖1,瑪烏茲轉輪的上冠:

圖2,瑪烏茲轉輪的下環:


圖3,瑪烏茲轉輪
3、 影響焊接變形與焊接質量因素分析與驗證
雙混流轉輪的下環、葉片是上下完全對稱的,假如裝焊過程中不協調,不對稱,那么在焊接過程中就很容易產生扭曲變形,影響生產工藝流程的正常進行,影響結構的尺寸精度與外形。焊后矯正殘余變形的工序,費工、耗資,不但延誤生產周期,生產成本上升,還會引起產品質量不穩定等諸多不良后果。由于雙混流轉輪上下兩組葉片與上冠、下環間的開檔尺寸均應滿足設計要求,就要求在裝配及焊接過程中要嚴格控制轉輪的變形,合理控制轉輪的分裝順序,合理控制焊接的方向和順序。
4、 合理分裝工藝的確定
瑪烏茲轉輪采用二次裝焊的工藝方法。
4.1為了防止分裝的不對稱性,葉片用三維檢測與圖紙要求相符并校對葉片編號及坯重。
4.2根據葉片稱重編號進行分布配對,并復檢。預裝1#-5#葉片用三維檢測確定與圖紙相符,點焊。裝配時葉片與下環間隙0-3mm。便于清根焊透,并作為焊接收縮余量。
4.3分別裝配1#-13#葉片-左與其中一個下環,及1#-13#葉片-右與另一個下環如圖4),檢查進口葉距及開檔尺寸,出水邊開口按斷面檢查各檔尺寸。根據檢查記錄表作焊前檢測報告。
圖4,葉片-左與其中一個下環,葉片-右與另一個下環:

4.4 對兩組葉片與下環分別裝焊后,對葉片變形情況檢查及進出水邊開擋檢查并記錄。如有尺寸不符合公差要求,對其變形進行校正。
4.5 如以上的分部件尺寸精度滿足要求,進行裝上冠(如圖5):把轉輪的2個分部件放在平臺上,要求水平,裝配上冠,葉片與上冠間隙0-3mm便于清根焊縫,并作為焊接收縮余量。作焊前質量檢驗記錄。
圖5,轉輪組合件裝配上冠:

4.6 整體裝焊后檢查測量進水口葉距及出水邊各檔斷面開口值。通過控制各部件尺寸,再控制組合件的尺寸的分裝工藝來保證轉輪的質量控制。
5、順序焊接工藝的確定
瑪烏茲轉輪采用二次分焊的焊接工藝方法。即2組葉片與2片下環分別進行焊接并熱處理后,再二次焊接葉片與上冠處的焊縫。
5.1 剛開始焊接前對轉輪進行加固,尤其是下環的進出水邊要求加固牢固,防止葉片產生扭曲變形。弧坑處要求填滿,避免出現冷裂紋。
5.2采用對稱施焊法并根據每條焊縫長度分段退步焊接,上坡窄道焊。先焊葉片凹面與下環坡口,再焊葉片與下環外側坡口,焊至坡口1/3--1/2深度,再將葉片凸面與上冠坡口清根,PT檢查清根區域合格后焊接至1/2深,轉輪側翻,清根轉輪下環與葉片凹面焊縫,PT,直至坡口焊平。坡口焊滿以后R的堆焊根據R樣板的不同而變化,注意焊縫咬邊的控制。隨時觀察葉片變形情況并檢查進出水邊開擋尺寸,并做好記錄,方便調整焊接順序。
6、 篩選焊材與確定焊材
轉輪就焊接材料而言,一般采用同種或相匹配的材料如:PZ6166、410NiMo焊絲等,有些同種剛焊接在屈服點滿足使用要求的情況下,為了增大塑性儲備也采用奧氏體型不銹鋼焊接材料。
瑪烏茲雙混流轉輪的上冠、下環材料為ZG06Cr13Ni4Mo,葉片為04Cr13Ni5Mo,是一種超低碳馬氏體不銹鋼的鑄焊結構轉輪。超低碳馬氏體不銹鋼,具有良好的強度、韌性、可焊性及耐磨耐腐蝕性能。公司依據ASME規范第Ⅸ卷的工藝評定要求進行試件的準備、焊接和試驗,確定AWS SFA5.9 ER410NiMo不銹鋼實心焊絲用于98%Ar+2%CO2氣體保護焊接轉輪所獲得的接頭力學性能合格,滿足使用性能要求,而且采用此焊絲焊接,工藝性能良好,焊接效率高,成本相對較低,而且產品的質量和進度均滿足要求。
7、 焊接參數
焊接規范參數主要包括:電流、電壓、預熱溫度、層間溫度等。瑪烏茲雙混流轉輪焊接區域須采用電加熱將轉輪加熱到80度后才開始焊接。
轉輪的焊接實際上包括了平焊、橫焊、立焊等位置,因此電流電壓的調節范圍是比較寬的,電流在130-280A,電壓在21-32V。但電流、電壓的匹配決定于熔滴的過渡形式,采用何種過渡形式將直接影響到焊接的質量。
8、 焊后熱處理規范
雙混流轉輪根據二次分裝分焊,須進行二次進爐熱處理:自由升溫100℃后以每小時不大于30℃速率升到去應力溫度,580℃±10℃保溫時間為2小時,保溫后緩冷不大于30℃/小時至200度,后空冷至常溫。
9、 結果與結論
9.1瑪烏茲雙混流轉輪通過合理的裝配、焊接工藝獲得了滿足圖紙要求的尺寸及精度。
9.2 瑪烏茲雙混流轉輪通過二次裝焊及二次退火,在每次的裝焊后及退火后進行4次100%超聲波探傷,從而保證了最終UT的合格率,保證了轉輪的焊接質量。
參考文獻
1、 ASME鍋爐及壓力容器規范 第Ⅸ卷 焊接和釬接評定 2013
2、 中國機械工程學會焊接學會.焊接手冊.機械工業出版社,2000
